

Ebben a cikkben visszatérek a kísérlettervezéshez, azonban ez alkalommal egy más stílusú kísérlettervezési módszert szeretnék bemutatni.
A kísérlettervezés története alapjában véve négy korszakra bontható:
1918 – 1940:
Sir Ronald Fischer és társai kidolgozták a kísérlettervezés alapjait, a faktoriális design-t és a varianciaanalízist. Erről az időszakról (Káoszból rendet – Hogyan segít a véletlen rendet vágni a káoszban? és Nem muszáj kézzel számolni… - Latin négyzet kísérletterv R-ben), illetve a faktoriális design-ról (Zanzásított ismeretszerzés - a kísérlettervezésről, ahogy én látom) már megemlékeztem korábban.
1951 – 1970-es évek vége:
Az első ipari korszak, amikor többek között George Box és K. B. Wilson kifejlesztették a response surface design-t, amelynek a segítségével egy meg lehet határozni egy bonyolult rendszer optimum pontját, de például Dorian Shainin is ebben az időszakban dolgozta ki sajátos módszereit.
1970-es évek vége – 1990:
A második ipari korszak, amikorra beérett Dr. Edward Deming („Ha a japánok tudják, mi miért nem?” – W. Edward Deming igaz története) munkájának gyümölcse. A japán termékek kiváló minősége miatt a japán vállalatok erőteljes piaci előretörése arra kényszerítette az amerikai vállalatokat, hogy egyre inkább magukévá tegyék az olyan minőségfilozófiákat, mint a Teljeskörű Minőségmenedzsment (Total Quality Management – TQM) vagy a Folyamatos Minőségfejlesztés (Continuous Quality Improvement – CQI). Ebben az időszakban dolgozta ki Genichi Taguchi professzor a saját kísérlettervezési módszerét, amelyet a japán vállalatok – többek között a Toyota is – előszeretettel alkalmaztak a termékek design-jának optimalizálására, illetve a gyártási folyamatok szórásának csökkentésére.
1990-es évektől napjainkig:
A modern korszak, amelyben a korábban említett technikákat magába olvasztva és más problémamegoldó technikákkal kiegészítve a six sigma módszertan kezdte el egyre inkább átvenni a vezető szerepet.
De most térjünk vissza Genichi Taguchi professzor munkásságához. Egy pár héttel ezelőtti cikkemben már bemutattam a Taguchi professzor által kidolgozott veszteségfüggvényt (A 80-as évek óta csak felejtünk... - Taguchi veszteségfüggvénye). A professzor által kidolgozott kísérlettervezés egyik legnagyobb előnye az, hogy a módszert teljesen rá szabta az iparban előforduló problémák megoldására. Az volt a filozófiája, hogy a tudomány célja a jelenségek minél pontosabb megértése anélkül, hogy a költségekre tekintettel lenne, amely időnként igen költséges lehet. Ezzel szemben az iparban a cél a termék konstrukciójának és a gyártási folyamatok kialakítása oly módon, hogy a gyártott termék funkciói a lehető legalacsonyabb költségszinten valósuljanak meg, de eközben a közösség és a társadalom veszteségei a legkisebbek legyenek. A történet külön érdekessége, hogy Taguchi professzor még csak nem is hallott Ronald Fischer módszeréről, amikor a saját rendszerét kidolgozta.
Emiatt a Taguchi-féle kísérlettervezés jó néhány dologban különbözik a klasszikus teljes faktoriális designtól. Például
- Taguchi professzor nem tartotta annyira fontosnak az egyes faktorok közötti interakciókat, ezért a módszert is úgy alakította ki, hogy csak a fő tényezők hatását vizsgálja, az interakciókat nem. Ezért cserébe viszont kevesebb kísérletből is el lehet jutni a kívánt eredményhez. Ez az a dolog, ami miatt sokan kritizálták a módszert, viszont mint gyakorló mérnök, számomra ez kevésbé tűnik fontosnak, mint például a folyamat szórásainak a vizsgálata vagy a zavaró faktorok kezelése. Mondjuk ez azért így nem teljesen igaz, mert végül is a Taguchi-féle kísérlettervezés során is lehet interakciókat vizsgálni, de nem mindet, és előre meg kell adni, hogy melyek azok a tényezők, amelyek interakcióját vizsgálni szeretnénk.
- Emiatt a Taguchi-féle kísérlettervezés során speciálisan kialakított mátrixokat használunk az egyes kísérletek során a vizsgált faktorok alacsony és magas állapotainak kombinálásakor. Ezek sok esetben a teljes faktoriális vizsgálatokban szereplő kombinációk felét, negyedét, nyolcadát, stb. tartalmazzák, vagyis a teljes faktoriális design-ok különféle frakciói.
- A Taguchi-féle kísérlettervezés során nemcsak az egyes faktor kombinációk átlagait vizsgáljuk, hanem ezek szórásait, illetve az úgynevezett jel/zaj viszonyt is. Ez a bizonyos jel/zaj viszony akkor válik hasznossá, amikor a folyamatunk működésekor jelen vannak olyan faktorok is, amelyeket nem tudunk befolyásolni. Ilyen lehet például a külső hőmérséklet vagy a páratartalom egy gyártási folyamat környezetében, ahol más a hőmérséklet nappal és éjjel, vagy más a levegő páratartalma száraz időben, vagy ha esik az eső.
Más szóval nincs tökéletes módszer, minden módszernek meg vannak az előnyei és a hátrányai…
A Taguchi-féle kísérlettervezés bemutatásához már régen kerestem valamilyen szemléletes példát. Aztán végül rám mosolygott a szerencse, mert a CavityEye oldalán szembe jött velem egy cikk a hőkamerával történő hőmérsékletmérés problémáiról.
http://cavityeye.com/meres-hokameraval-szerszamhomerseklet
A CavityEye egy kecskeméti cég, akik kifejlesztettek egy innovatív nyomásszenzort, illetve a hozzá tartozó szoftvert. Ennek segítségével képesek megmérni műanyag fröccsöntés közben a szerszámüregben fellépő nyomást a műanyag befröccsöntése közben. Emellett persze foglalkoznak szinte mindennel, ami fröccsöntés technológiával kapcsolatos, például fröccsöntő gépbeállítók képzésével is, valószínűleg ez motiválta a fenti cikk megírását is.
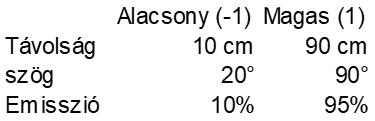
Mivel éppen volt a kezem ügyében egy ilyen eszköz, úgy döntöttem, hogy kipróbálom a gyakorlatban is azt, hogy vajon a mérendő felület távolsága, a készüléken beállított emisszió, illetve az, hogy a felületet milyen szögben mérem meg, mennyiben változtatja meg a mért hőmérséklet értékét. Egyéb ismert hőmérsékletű tárgy hiányában a saját kézfejemet méricskéltem meg. Tudom, hogy ez így nem teljesen helyes, hiszen az emberi test hőmérséklete egyénenként változhat, illetve az sem mindegy, hogy a test melyik részén mérünk hőmérsékletet. Ennek ellenére az egyszerűség kedvéért úgy veszem, hogy a kézfejem hőmérséklete 36,5°C, bár tudom, hogy a valóságban ez nem igaz.
A vizsgálat során a következő tényezők hatását vizsgáltam:
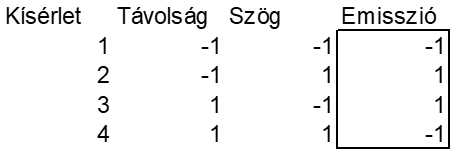
Mivel csak három tényező hatására vagyok kíváncsi és mindhárom tényezőnek csak két állapotát vizsgálom, ezért elég összesen 4 kísérletet elvégeznem. A Taguchi-féle kísérlettervezésben “előre gyártott” kísérlettervek állnak a rendelkezésünkre, ezek közül kell kiválasztanunk azt, amelyikre szükségünk van. Ez esetben az L4 tervet választottam, mert ennyi kísérlet már elegendő információt ad a mérésről. Hogyan néz ki ez a bizonyos L4 kísérletterv? Nagyon egyszerűen:
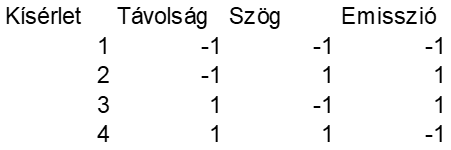
Elsőre talán nem tűnik fel semmilyen törvényszerűség a -1-ek és az 1-ek erdejében. Ha azonban azt is elárulom, hogy az egyes oszlopokban lévő mintázatokat kell nézni, akkor mindjárt feltűnik, hogy az egyes oszlopokban a -1-eknek és az 1-eknek szabályos mintái jelennek meg. Az első oszlopban először kétszer az alacsony, majd kétszer a magas értéket kell beállítani, azaz a távolság esetében az első két kísérletnél 10 centiméterről, a második kísérlet esetében pedig 90 centiméterről kell megmérnem a kézfejemet.
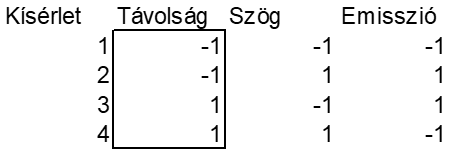
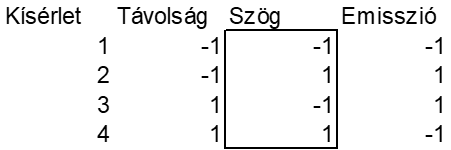
A szög esetében egy másikfajta mintázat jelenik meg, a szög alacsony értékét az első és a harmadik, a magas értékét pedig a második és a negyedik esetben kell alkalmaznom, vagyis az első és a harmadik esetben 20 fokos szögben kell állnia a kézfejemnek a hőkamerához képest, a második és a negyedik esetben viszont merőlegesnek kell lennie.
A harmadik oszlop is hasonló, csak itt az emisszió alacsony értékét az első és a negyedik esetben, a magas értékét pedig a második és a harmadik esetben kell alkalmaznunk, azaz az első és a negyedik kísérletnél az emissziót 10%-ra, a második és a harmadik kísérlet esetében viszont 90%-ra kell beállítanunk.
A mind a négy beállítással 5-5 mérést végeztem, így kialakult a kísérlettervezési táblázat.
Távolság Szög Emisszió H1 H2 H3 H4 H5
10 20 10 92,9 90,4 92,3 92,0 92,8
10 90 95 31,9 31,6 31,7 31,7 31,7
90 20 95 30,5 30,2 30,2 30,6 30,7
90 90 10 91,9 92,3 90,5 90,0 88,9
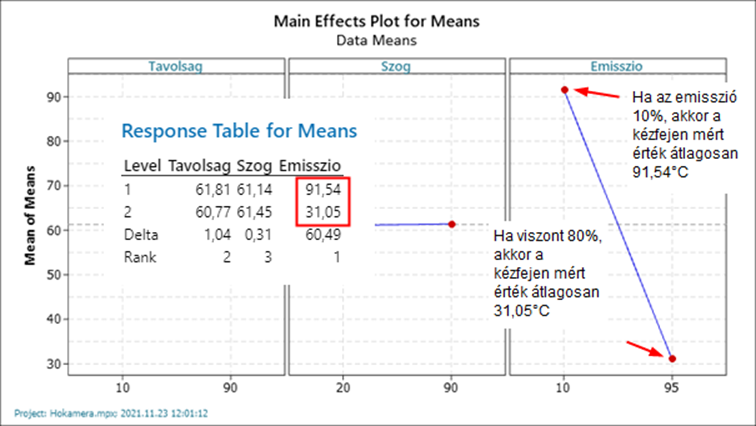
Már elsőre is látszik, hogy tényleg pokolian nagy a különbség az egyes beállítások között, főleg, amikor az emisszió értékét változtattam. A főkomponens-diagram ebben meg is erősített.
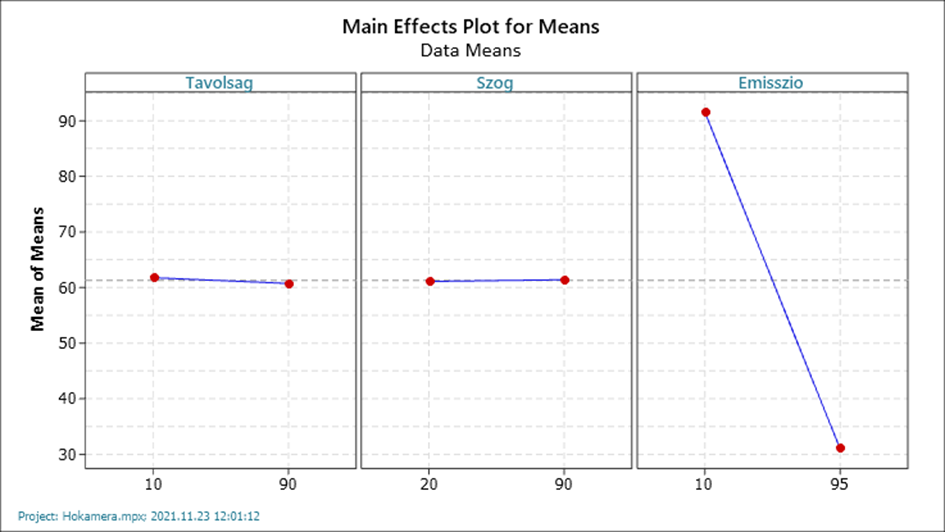
Az emisszió változásának akkora a hatása a mérési eredmények átlagára, hogy ahhoz képest a távolság és a mérés szöge szinte nem is befolyásol semmit.
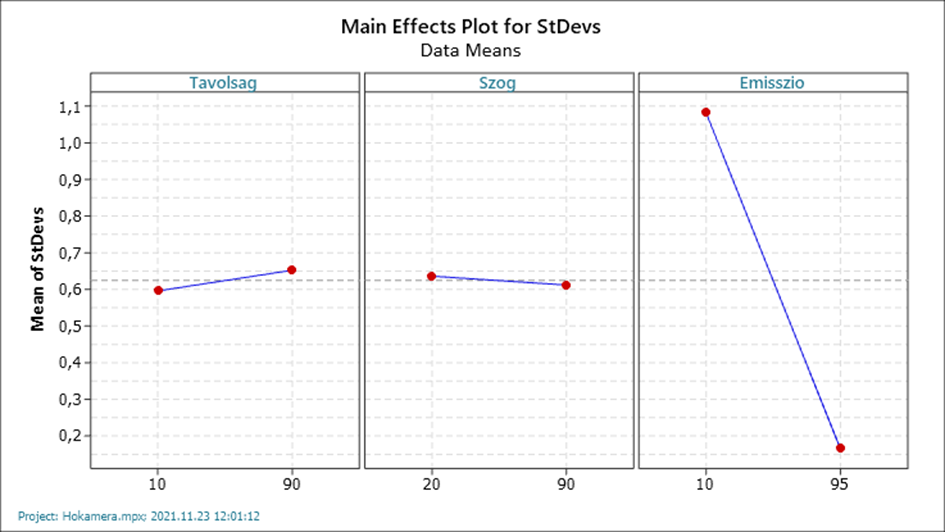
A tényezők szórásra gyakorolt hatása hasonló az átlagéhoz. És most nézzük meg a Taguchi-féle kísérlettervezés egyik sajátosságát, a jel/zaj viszonyt. De mi is ez a jel/zaj viszony (Signal/Noise ratio vagy S/N ratio)?
Először is arról, hogy ebben az esetben mit jelent a zaj. Egy termék előállítási folyamatát rengeteg különböző tényező befolyásolhatja. Ezeknek a tényezőknek egy részét könnyedén kontrollálni tudjuk, más tényezők hatását viszont nehezen tudjuk befolyásolni. Erre jó példa egy korábbi problémánk, amikor a precíz mérőszobai méréseket megzavarták a mérőszoba ablaka alatt lévő szervízúton haladó megrakott kamionok által keltett rezgések. Az ilyen nehezen kézben tartható tényezőket hívjuk zajnak. Ezek egy részéről tudunk, más részéről viszont nem.
A jel/zaj viszonyt nagyjából ugyanúgy kezeljük, mint az elektronikában, vagyis a jel erősségét elosztjuk a zaj erősségével. Minél nagyobb a jel/zaj viszony, annál tisztább a jel és annál kevesebb a zaj. A jel/zaj viszonyt háromféleképpen számolhatjuk ki annak függvényében, hogy mi a vizsgálat célja. Vannak olyan jellemzők, amelyek akkor optimálisak, ha a lehető legkisebb szórással elérünk egy célértéket (Nominal is best). Más jellemzők esetében az a cél, hogy ezek értéke a lehető legnagyobb legyen (Larger is better). Vannak más jellemzők, amelyek viszont akkor a legjobbak, ha a lehető legkisebbek (Smaller is better).
Most terhellek azzal, hogy ideírom a megfelelő képleteket, mert önmagukban – magyarázat nélkül – nem igazán érthetőek, másrészt aki arra vetemedik, hogy Taguchi-kísérlettervet készít, akkor az valószínűleg valamilyen szoftvert fog használni, az pedig úgyis kiszámol majd mindent.

Úgy tűnik, hogy a távolságnak és a szögnek van hatása a jel/zaj viszonyra. Mivel az az érdekünk, hogy a jel/zaj viszony minél nagyobb legyen, így a távolság esetében a 10 centimétert, a szög esetében pedig a 90 fokot érdemes alkalmazni, azaz menjünk minél közelebb a mérendő felülethez és lehetőleg tartsuk a hőkamerát minél inkább merőlegesen a mérendő felületre.
A főkomponens diagram vizuálisan mutatja meg az egyes tényezők hatását. Amennyiben számszerű értékekre is kíváncsiak vagyunk, akkor érdemes megnézni az úgynevezett response table-t.
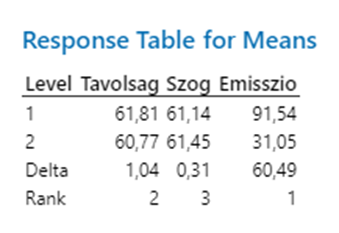
A response table megmutatja, hogy az egyes tényezők két bementi állapota milyen átlagos kimeneti értékeket eredményez. A két állapot közötti különbség adja meg az adott tényező hatásának mértékét. Ezt a ’Delta’ értéke jelzi. A ’Rank’ pedig a ’Delta’ alapján csökkenő sorrendbe teszi a tényezőket, vagyis első lesz az a tényező, amelyik legerősebben hat, a második az lesz, amelynek a második legerősebb hatása van, és így tovább…
Már csak azt kellene megállapítanunk, hogy ténylegesen mekkora emissziós értéket kellene beállítanunk ahhoz, hogy a mért tárgy valós hőmérsékletéhez közeli eredményt kapjunk. Ehhez tulajdonképpen egy háromtényezős lineáris regressziós egyenletet kellene megoldanunk, amelynek a tényezőit is megadja a szoftver, ha kérem:
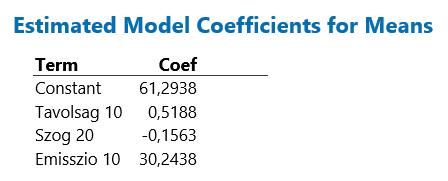
Ez most ilyen táblázatos formában van megadva, de az érthetőség kedvéért egyenlet formájában is ideírom:

Az a szerencsénk, hogy a távolság és a szög hatása a mért értékek átlagára annyira kicsi, hogy nem követünk el nagy hibát, ha ezeket elhanyagoljuk. Így az egyenletünk egyismeretlenesre egyszerűsödik, vagyis csak az emisszióval kell foglalkoznunk.
![]()
Ha ide behelyettesítenénk a hőmérséklet helyére a 36,5°C-ot, akkor akár már meg is kaphatnánk a keresett emisszió értékét. Csakhogy most azt feltételezzük, hogy a hőmérséklet és az emisszió között lineáris kapcsolat van, és az egyenesnek csak a két végpontját ismerjük. Ezért úgy döntöttem, hogy egy másik egyszerű vizsgálattal egy kicsit pontosabbá teszem a becslést.
Ezért elvégeztem egy olyan kísérletet, ahol az emisszió értékét 90%-ról fokozatosan 10%-ra csökkentettem, és minden emissziós értékkel megmértem a kézfejemet háromszor. Ezt azért végeztem el így, mert a 95%-os emissziónál mért érték 31°C volt és ez van közelebb a keresett 36,5°C-hoz. A kísérlet során a következő eredményeket kaptam.
Emisszio Homerseklet
90 31,7
90 32,1
90 32,2
80 33,1
80 33,0
80 32,9
70 34,0
70 34,1
70 34,3
60 36,4
60 36,2
60 36,3
50 38,3
50 38,2
50 38,9
40 40,6
40 40,7
40 40,8
Azért hagytam abba a 40%-os emissziós értéknél, mert itt már 40°C-nál járunk, így felesleges volt tovább menni. Az adatokkal egy egyszerű lineáris regressziós vizsgálatot elvégezve a következőket kaptam.

A diagramon jól látható, hogy a mért adatpontok szépen felfekszenek a kék egyenesre, és a jobb felső sarokban az R-sq (R-squared) értéke 97,2%, azaz az adatpontok szórásának több, mint 97%-át megmagyarázza a diagram címe alatt látható regressziós egyenlet. Ide már csak a keresett 36,5°C-ot kell behelyettesítenünk ahhoz, hogy megkapjuk a keresett emissziós értéket:

Vagyis a hőkamerán 61%-os emissziós értéket érdemes beállítani, ha a valóságoshoz közeli eredményt szeretnénk kapni. Ellenőrzésképpen elvégeztem 10 darab mérést a kézfejemen.
Homerseklet2
35,0
35,8
35,5
35,3
36,3
35,8
35,6
35,5
35,3
34,8
A 10 mérés eredménye a következő lett.

Vagyis azt kaptuk, hogy a kézfejem hőmérsékletét átlagosan 35,49 °C-nak mérte a műszer, azaz körülbelül egy fokot téved az eszköz. Figyelembe véve, hogy a hőkamerának milyen széles a mérési tartománya; illetve, hogy nem kifejezetten az emberi test hőmérsékletének pontos mérésére fejlesztették ki, az eredmény nem is rossz. Az azért mindenképpen fontos, hogy a 10 mérési eredmény szórása 0,428, vagyis az ugyanazon a darabon mért mérési eredmények 99,73%-a elméletileg akár 2,5 °C-os tartományban is lehet, azaz az eszköz pontos mérésekre nem igazán alkalmazható.
Összegzés:
Ez a kis elemzés izgalmas kísérlet volt arra, hogy bemutassam a Taguchi-féle kísérlettervezés egy egyszerű alkalmazását. A módszer ennél többre is képes, de már ezzel az egyszerű kis játékkal megmutatta, hogy egy relatíve egyszerű és gyakorlatias eszköz arra, hogy optimalizáljuk a gyártási folyamatainkat. Emellett viszont arra is nagyon jó volt ez a példa, hogy megmutassa, hogyan lehet kilépni a mérőrendszer elemzési standardok által kijelölt területről és elemezni egy különleges mérőeszközt, amellyel egyébként nem sokszor találkozunk.
A hőkamerás méréseknél azonban mérés előtt minden esetben meg kell állapítani a helyes emissziós beállítási értéket, amely igazodik a mérendő felület tulajdonságaihoz. A fent leírt módszer erre kiválóan alkalmas.
Az adatokat azért tettem így bele a cikkbe, hogy azokat bárki szabadon fel tudja használni például oktatási célokra
Források:
PennState Eberly College of Science, Stat 503 | Design of Experiments
1.1 – A Quick History of the Design of Experiments
https://online.stat.psu.edu/stat503/lesson/1/1.1
Wikipedia – Taguchi methods
https://en.wikipedia.org/wiki/Taguchi_methods#Taguchi's_rule_for_manufacturing
Bruno Scibilia: How Taguchi Designs Differ from Factorial Designs (Minitab blog)
https://blog.minitab.com/en/applying-statistics-in-quality-projects/how-taguchi-designs-differ-from-factorial-designs




